名词解释:
发动机拉缸,是指在活塞环的运动范围内气缸内壁出现明显的纵向机械划痕和刮伤,严重时发生活塞脱顶或“胀缸”事故。拉缸是发动机的一种重大事故,应引起驾驶和维修人员的高度重视。

拉缸的磨损机理:
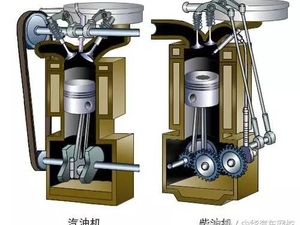
发动机拉缸的机理,直观地说是由于两个摩擦表面之间没有油膜存在而产生的一种局部金属熔着现象,这种形式的金属表面损坏是粘着磨损。气缸壁、活塞和活塞环的表面都具有一定的硬度和表面粗糙度,三者在一定温度条件下相互配合工作,机油起着润滑、减摩、冷却、清洗和密封的作用。若由于某种原因,活塞与缸壁之间的润滑油膜受到局部破坏,气缸与活塞组在润滑不良的情况下滑动时,两者有微小部分金属面直接接触,两种金属由原来的液体摩擦变成固体问的干摩擦或半干摩擦,产生局部高温,导致接触点处发生组织变化、软化,甚至熔融、撕脱,逐步扩展造成粘着磨损。如果油膜能及时恢复,可起到清洗和冷却作用,温度下降,微小熔着部分脱落而不会扩展。如果油膜恢复迟缓,熔着扩展将导致大范围异常磨损,缸壁、活塞、活塞环快速受到严重损伤,在缸壁表面上呈现熔融流动状态,显出不均匀、不规则边缘的沟痕和皱褶,就会形成拉缸。
所以说,产生拉缸的最根本的原因是油膜中断。

拉缸原因汇总:
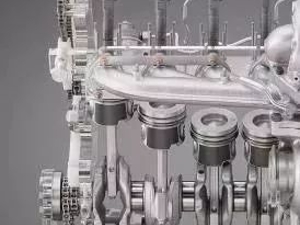
活塞组方面的原因
1、活塞环间隙过小
如果活塞环的开口间隙、边间隙或背间隙过小,发动机工作时活塞环受热膨胀卡死,与气缸壁压得很紧,或者活塞环折断,很容易在气缸壁上拉出沟槽。
2、活塞销窜出
由于活塞销卡簧未装或脱落、折断,活塞销在运动中窜出,很容易拉伤气缸内壁,造成气缸窜气至曲轴箱。
3、活塞的配缸间隙过小或过大
如果活塞的材质不良、制造尺寸误差过大,或者装配活塞销后活塞产生变形,造成活塞与气缸的配合间隙过小,活塞受热膨胀后被卡住,进而拉伤气缸壁。
4、活塞环严重积炭
过多的积炭造成活塞环粘结或咬死在环槽内,同时积炭是一种硬质磨料,会在气缸壁上磨成纵向沟槽。
5、活塞严重偏缸
由于连杆弯曲和扭曲变形,连杆轴颈、主轴颈、活塞销座的平行度和同轴度偏差过大,引起活塞明显偏缸,会加速活塞环、活塞及气缸壁的磨损,破坏油膜的形成。

气缸套方面的原因
1、气缸套的圆度、圆柱度公差超出允许的范围,使活塞与缸套密封性大大降低,气缸内的高温气体下窜,破坏活塞与气缸壁之间的油膜,进而引起拉缸。
2、气缸套在装配过程中产生变形
例如:缸套上端面凸出量过大,安装气缸盖后将缸套压得变形;缸套阻水圈太粗,压入机体后造成缸套变形,都容易引起拉缸。
使用方面的原因
1、空气滤清器不密封或失效
空气滤清器不密封使过滤效果变差,空气中的尘埃、砂子等杂质吸入气缸内,形成磨料磨损。因为灰尘中硅的硬度大大高于铸铁或钢制的缸套和活塞环,所以灰尘对发动机的危害很大,试验表明,假如每天吸进几克灰尘,气缸套的磨损量将增大10倍以上。
2、磨合不良
新机或大修后的发动机,在气缸套、活塞和活塞环等零件表面存在许多微观凹凸不平,润滑油膜较难形成。如果未经磨合立即投入大负荷运转,则容易引起拉缸等事故。
3、经常低温启动
发动机低温启动时,润滑油粘度大,流动性差,在气缸内壁难以形成有效的油膜。据研究部门测试,柴油机在冷却水温30℃以下负荷作业时,气缸套等机件的磨损量是正常水温时的5~7倍。
4、发动机过热
当冷却系统维护不善,或者超负荷作业时,过高的机温不仅使零件的机械强度降低,而且使气缸内壁的润滑油膜无法形成。活塞等零件受热膨胀后,容易卡死在缸套内,其后果往往是活塞部分熔化,缸套内壁被拉坏,迫使发动机熄火。在实际使用中,拉缸往往是由几种因素共同影响的结果。例如,未经磨合的发动机冷机启动后立即投入满负荷运转,此时很容易发生拉缸事故。

排除机械故障,机油方面的原因
1、机油粘度选用不当
车辆使用年久,气缸有一定程度磨损,应选用基础粘度稍高一点的机
2、选用机油级别不当
不同级别机油含添加剂不同,极压抗磨性不同,并非单纯靠高粘油就能弥补
3、机油杂质过多
杂质过多就相当于形成了磨料,增加气缸磨损。
4、润滑油严重亏欠
发动机漏油或机油消耗太大,造成机油严重亏欠,也会造成发动机拉缸。

防止发动机拉缸的措施
1、司机操作必须严格遵守操作规程
a、起动前,必须按规定检查润滑油,冷却水是否符合规定,不足时需补足,检查判断润滑油是否变质,润滑油呈乳白色一般是进水所致,润滑油变稀且有柴油味说明进了柴油,润滑油变质应查明原因,排除后更换润滑油。
b、要严格执行保养制度,按期进行例保、一级保养和二级保养。 不超负荷作业。起动后不猛加油门,尤其在寒冷的冬季,需经低速运转几分钟后再起步运行。
c、遇有异常情况,如机油压力低,水温高,有异常响声等,应及时排除,坚持不带病作业。
2、在修理装配方面,必须严格遵守技术标准和工艺要求
a、对换新用的零配件必须逐个进行检测,把不符合标准的零配件剔除出去,不能认为新产品就是合格的产品。安装缸套时,缸套要放平,压力要作用在缸套正中,且慢慢加压,勿用冲击力。安装完后进行检测,检测缸套与活塞装配间隙是否符合规定的标准间隙。同样,检测活塞环与槽的边隙、背隙、活塞环的端隙以及活塞销与活座孔的装配间隙是否符合规范要求,检查活塞环是否有裂缝以及环的弹力是否符合要求,装好环后能自由活动,不得有卡滞现象。
b、活塞环三隙(端隙、背隙、侧隙)的检查是组装活塞连杆组的一个重点,特别是端隙大小尤为重要,稍有不慎就可能造成拉缸,环端隙的检查要按工艺要求进行,检查活塞环端隙的工艺要求是:将环放入缸套中,用活塞顶部将活塞环顶入缸套里,把环顶到在活塞行程内最小直径处测量,这样测量的数据才准确。
c、认真检查活塞、连杆与曲轴安装位置偏差情况、要求校正到符合技术规范标准。
d、在市场上购买的活塞,难辨优劣,在装配前最好进行消除应力处理,即将活塞放在60-80度的机油中加温6小时,以消除应力,使活塞稳定后再装配使用。
e、活塞环时各道环必须装准位置,不能装错、装反、漏装,注意方向性,扭曲环内圆切口朝上,外圆切口朝下,有标记的一面朝上,同时,在装入缸套时必须清洁和加一定的润滑油,各道环口应按规定错开,第一道环开口与曲轴轴线成45度,余下各道的开口按90度、180度一一错开。或按照使用说明书的要求,正确选配活塞裙部与气缸套之间的间隙、活塞环的开口间隙。同时要保证气缸套的尺寸精度。
f、对新的和大修后的发动机,一定要先经过磨合,即在保持良好润滑的条件下,按照转速从低到高,负荷由小到大的原则,认真按磨合规范操作,磨合时间为15小时左右,同时应注意响声、机油压力、水温等情况,在确定无异常后才能投入正式的负荷运转。
g、保持冷却水正常工作温度,避免发动机过热。冬季发动机启动前应采取预热措施。合理操作使用发动机,不要超负荷作业,不要乱轰油门。
h、维护好润滑系统,机油选用符合要求,防止机械杂质和积炭混入机油内而加剧气缸磨损。